Reportage à Schwanau, en Allemagne, dans l’usine qui produit 19 des 21 tunneliers du Grand Paris Express.
Avant de creuser les sous-sols franciliens pour la Société du Grand Paris (SGP), les tunneliers du Grand Paris Express sont fabriqués en Allemagne. Ce n'est pas bien loin : il faut prendre le TGV jusqu'à Strasbourg, puis la voiture pendant trente minutes, et vous voici à Schwanau chez Herrenknecht AG, la dernière entreprise à fabriquer des tunneliers en Europe. Sur place, impossible de rater la machine.
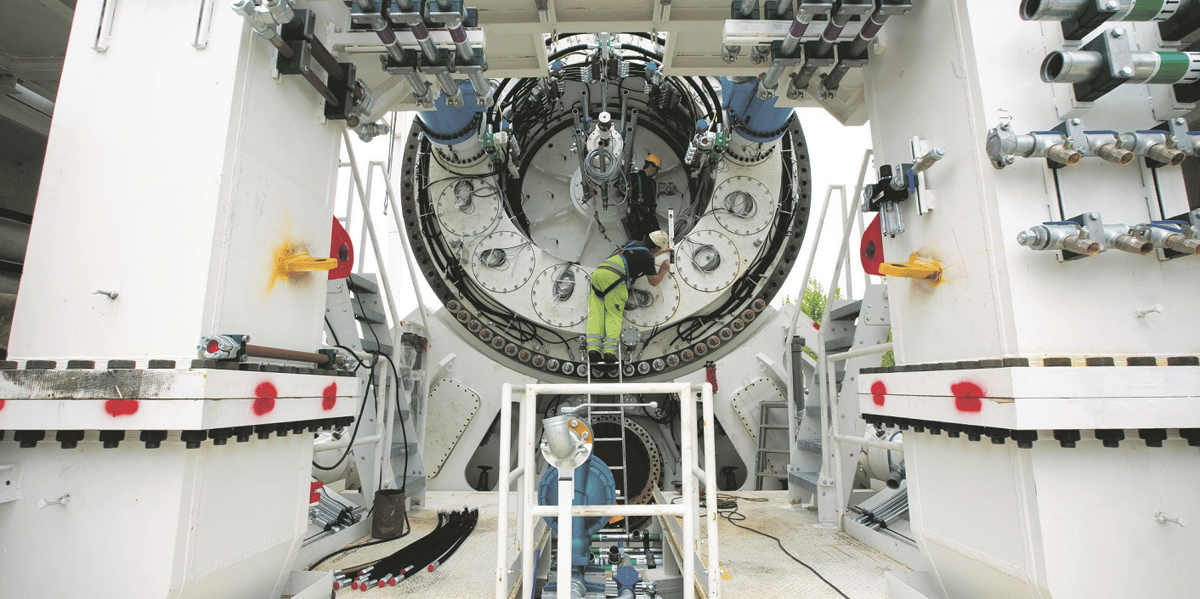
Au cœur du site de 24 hectares trône un cylindre de 100 mètres de long et d'environ 10 mètres de diamètre. Outre la roue de coupe, équipée de couteaux et de racleurs qui découperont le sol, le tunnelier comporte, pour sa partie visible, un tapis roulant qui évacue les déblais vers l'arrière ainsi que des anneaux en béton - des voussoirs - posés au fur et à mesure pour former la voûte du tunnel. L'ensemble pèse près de 1.500 tonnes et coûte près de 20 millions d'euros.
Le fabricant garantit en effet une disponibilité de la machine supérieure à 95%, voire à 98%, du temps, car un arrêt coûte à l'entreprise de BTP entre 80.000 et 100.000 euros par jour. Soit les équipes de Bouygues, Eiffage, NGE et Vinci sont formées à l'entretien et à la maintenance par le personnel allemand, soit ce dernier leur fournit un soutien en ingénierie dans la soudure et le montage d'éléments.
Fonctionnement rodé
Alors que le président du directoire de la SGP appuie sur un bouton rouge comme l'aurait fait un enfant devant un jouet grandeur nature, la roue commence à se mouvoir. « Comme disait Galilée, "Et pourtant, elle tourne!" », s'amuse Thierry Dallard.
À la vitesse de deux tours par minute, le tunnelier pose à 10 à 12 anneaux par jour. Autrement dit, il avance de 20 à 24 mètres quotidiennement... « quand tout va bien », précise Guy Lechantre, gérant France de la société allemande. Les 13 moteurs de la roue de coupe, dont la puissance de 4,5 MWh est générée par des vérins hydrauliques, permettent, via un système d'injection embarqué, d'envoyer de la mousse et de l'eau pour malaxer le terrain, d'empêcher tout tassement et de progresser en excavant la terre. Dans un hangar voisin, des ouvriers s'attellent justement à la fabrication de la roue avec de l'acier, des plaques faciles à souder et des matériaux extrêmement résistants à l'usure du fait de leur frottement permanent au terrain. Herrenknecht en réalise seulement la moitié, confiant le reste à des sous-traitants.
Newsletter
Ma Tribune
L’actualité qui compte pour vous, chaque jour dans votre boîte mail.